��ƷĿ¼
����>>��ϵ����

��ݸ����������ֲ�����˾
ģ�߸ֲ�רҵ��Ӧ��
��ϵ�ˣ�������
�绰��86-0769-85386001 81760222
���棺86-0769-85079916
���䣺[email protected]
��ַ��www.mojugang.com.cn
��ϵQQ��490051411
��ַ���й��㶫ʡ��ݸ�г������°�һ·2081-1��

- ��Ʒ����: VANCRON 40_Uddeholm VANCRON 40������ĩұ�߸�
- ��Ʒ�ͺ�:
- ������λ:
- ����ʱ��: 2011-11-22
- ��Ʒ��ϸ
- ����
Uddeholm Tooling
����ڵ»�ķ������ĩұ�߸�
Vancron 40������ڵ»�ķ�ֳ�(Uddeholm Tooling)�����˴�����ʱ��Ͳ������Ƴ�һ��ȫ�µķ�ĩ�֣�������������ڲ�����Ϳ�㡣Uddeholm Vancron 40��һ�ֵ�����ĩұ�߸֣���������Ŀ�ҧ�����ܼ���ճ��ĥ���ԡ�Vancron 40�ķ�ĩұ��ʹ���Ļ��ӹ���������ͬ��Ĵ�ͳ����ұ���ĸֲģ�Ҳ����һЩ�ߺϽ������ģ�߸֡��ʹ�ͳ����ұ���ĸߺϽ�ֲ���ȣ�Vancron40�ȴ����ߴ��ȶ������������ҿ���Ԥ�ȹ��ơ�Vancron 40������б���Ϳ��ֱ��ʹ�ã������������ڻ����к��д�����Ħ���ĸ��������
Vancron 40������
Vancron 40�������µ��������� ��
���ܺõĿ�ճ��ĥ�����ܣ�
���ܺõĿ�ҧ�����ܣ�
���õĿ����Ǽ��������ܣ�
���ߵĿ�ѹǿ�ȣ�
�����õĴ��ԣ�
�����õ��ȴ����ߴ��ȶ��ԣ�
���ܺõĿ��ػ�������
�����õ����и����ܡ���
Vancron 40�Ļ�ѧ�ɷ�
| ��ѧ�ɷ�% | C | N | Cr | Mo | V | W |
| 1.10 | 1.80 | 4.50 | 3.20 | 8.50 | 3.70 | |
| ������ | �� | |||||
| ����Ӳ�� | �����˻���300HB | |||||
Vancron 40��Ӧ��
Vancron 40��һ�ֵ�����ĩұ�߸֣������ٺͽ����ҧ�Ϻ�ճ��ĥ�������ͬʱ�����е͵�Ħ��ϵ����Vancron 40�����ڿ��̵�����������(����)�г�ʹ������Ҫ�������������ЩӦ���о���ʹ�þ�������Ϳ���ĸֲģ����ӹ����Ͼ���Ϊ������ճ�ŵIJ��ϣ����������������岻��֣���̼�֣�ͭ�����ȡ�
Vancron 40����Ҫ����Ϳ���;��п�ҧ�Ͽ�ճ��ĥ��͵�ĥ�������ܡ�����ζ������Լ��ٷ�ĩѹʵʱʹ�õ������������ﵽ���ߵ��ܶȺ������ܡ�Vancron 40��������������շ�ĩѹʵ��Ʒ������(���磺����˱�������)��
Vancron 40����Ӧ������ҪʧЧ��ʽΪճ��ĥ���ҧ�ϵij��ϡ�
Vancron 40 ��Ʒ�ʸֲĵ�Ӧ��
500cc�ij�̷�������ʹ����Vancron 40�����ĸ��ף���Ħ���������ȶ������ʹ����������Ż���������������������3�����ﵽ63������
Vancron 40�ĵ���Ӧ�ã�
����úͳ��Σ�
���伷��
����壻
����ĩѹʵ��
Vancron 40����������
���ػ���61HRC��
| �¶ȡ� | 20 | 200 | 400 |
| �ܶ�kg/m3 | 7700 | - | - |
| ����ģ��MPa | 209000 | 201500 | 195000 |
| ������ϵ��20����ÿ�� | - | 11.1x10-6 | 11.9x10-6 |
| �ȴ���ϵ��W/m�� | - | 21±2 | 25±0.5 |
| ����J/kg�� | 460 | - | - |
Vancron 40�Ŀ�ѹǿ��
����ʱ�Ŀ�ѹǿ�ȣ�����ֵ����
| Ӳ��(HRC) | 58 | 60 | 62 | 64 |
| ��ѹǿ�ȣ�Rc0.2 (MPa) | 2200 | 2500 | 2700 | 3000 |
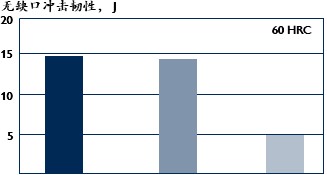
Vancron 40����ȱ�ڳ������
Vancron 40, Vanadis 10, and AISI D2 ��ȱ�ڳ��ֵ�Ƚ�
Vancron 40���ȴ���
�������˻�
�ڱ��������£�������900�棬���Ⱥ���ÿСʱ10�������¯����650��Ȼ����䡣
��ȥӦ���ػ�
ģ�߾��ּӹ���Ӧ���ȵ�600-700�棬����2Сʱ��������ȴ��500�棬Ȼ����䡣
�����
Vancron 40 �Ĵ��Ժ�VANADIS 23�Ĵ����൱����ȷ����Vancron40����ԡ¯���������¯�����õĴ��ԡ�
Ԥ�ȷ�Ϊ���Σ�600-650���850-900��.
�����廯�¶ȣ�1000-1100��ͨ��1020��.
����ʱ��: 30����(1100��Ϊ10����)��������Ҫ������������ֹ��̼��������
Vancron 40����ɵõ��Ͽ���Ӳ�ȷ�Χ�������廯�¶���950-1100��ʱ�����Էֱ�õ�58��65HRC��Ӳ��. �Ƽ������廯�¶�1020�棬����30���Ӻ�����560��ػ����Σ�ÿ��һСʱ(3x1h)���õ���Ӳ��Ϊ60-62 HRC��
Ϊ����̫�͵Ĺ���Ӳ�ȣ�������ýϳ����¶ȸ��ߵİ����廯�¶ȡ���Ӳ��̫�ߣ�����ͨ���ػ�����ȷ��Ӳ��ˮƽ��
����ȴ����
���㹻��ѹ(2-5bar)�������������¯��550��(1020°F)����ԡ����̬¯�зּ����ǿ���ǿ�ҵ����塣
ע��1: �����ȴ��50���Ӧ�����ػ�
ע��2: ����Ӧ�õ�������ԣ�Ҫʹ�÷ּ������ԡ¯�����㹻��ѹ���¯��
���ػ�
����������Ӧ�������ܰ����廯�¶��Ƕ��٣��ػ��¶ȶ�Ӧ����560�棬�ػ�����ÿ��һСʱ������֤���������λػ��ڼ乤��������ȴ�����£����������Ļػ����ں�������彫����3����
���ߴ�ı�
���ͻػ��ijߴ�ı䡣
�ȴ������������¶�950-1100�棬����ʱ��30���ӣ���560��ػ����Σ�ÿ��һСʱ��
�ߴ磺50x50x50mm��100x40x20mm.
�ߴ�ı䣺���ȡ����ȡ���ȷ��������+0.04% to +0.20%��
�����䴦��
�����ڷ���������Ҫ���ijߴ��ȶ��Կ���ִ�����µ����乤�գ�
�ڳߴ��ȶ���Ҫ�����ʱ�������ڴ����ÿ��560��ػ����Һ�������䡣
�ڳߴ��ȶ���Ҫ��ʱ������Ӧ���������䴦���������¶�����Ϊ-70����-80��, ��ʱ��Ϊ1-3Сʱ�������560��ػ����Ρ�
���䴦����ʹ���������������٣����ڸߵĴ���¶�>1100�棬�������ǽ������䴦����Ȼ����560��ػ��ĴΣ�Ŀ����Ϊ�˼��ٲ�����������߳ߴ��ȶ��ԡ�
��Vancron 40��CCTͼ
�����廯�¶�1050�棬����ʱ��30���ӡ�
(ͼʾ)Vancron 40��CCTͼ
Vancron 40�ı��洦��
Vancron 40������б���Ϳ��ֱ��ʹ�ã������������ڻ����к��д��������
һЩ�����������洦����Ŀ���Ǽ���Ħ���������ӹ�������ĥ�ԣ�ͨ���Ĵ�����ʽΪ�ڱ�����е�����ͨ��Ϳ����ĥ���̼����Ϳ�㣨PVD/CVD����
ͨ������Ҫͨ��PVD/CVD���������洦������Vancron 40��������ĩ��һ��Ҳ���������洦����
������
����ѹ��������������ԡ¯������2-20μm�ĵ�����ɢ�������ܼ��ٳ�ͷ�����Ħ�������������ŵ㡣
��PVD
�������������PVD����һ�ֹ����¶�����Ϊ200-500��ı���Ϳ�����ա�����Vancron 40����560����»ػ���PVDͿ��������û�гߴ�ı�ķ��ա�
��CVD
��ѧ�������CVD����һ�ֹ����¶�Ϊ1000�����ҵı���Ϳ�����ա����鹤�����洦������������¯�е�����ػ�
Vancron 40�ĵ�ӹ�
�����ڴ��ͻػ�����EDM�ӹ�����Ҫ����“���ŵ�”Ҳ���ǵ͵�������Ƶ�ʡ�Ϊ�˵õ�������ܣ������Ӧ����ĥ/�Ⲣ�ҹ���Ӧ��535�����»ػ�
������Ϣ
��ֱ�����ҹ�˾������Ա���磨���ߵ绰��86-0769-81760118 81760222�����Ի�ø�����й�Uddeholm Vancron 40��ĩұ�߸ּ�������Ʒ��ģ�߸ֲĵ�ѡ��Ӧ�á��ȴ���������������ϡ�
������Դ�����Uddeholm���߸�
������ز�Ʒ