
东莞市锐鑫特殊钢材有限公司
模具钢材专业供应商
联系人:林先生
电话:86-0769-85386001 81760222
传真:86-0769-85079916
邮箱:[email protected]
网址:www.mojugang.com.cn
联系QQ:490051411
地址:中国广东省东莞市长安镇新安一路2081-1号

- 作者:admin
- 发布时间:11-11-12 16:39
- 点击数:60
- 文章来源:东莞市锐鑫特殊钢材有限公司
模具成本对模具厂,无疑是至关重要的,但是模具归根结底是为零件生产服务的,所以模具是否能稳定生产?零件是否能及时供货?模具维修成本是否合理?冲压生产成本是否合理?等,应该是比模具成本更为重要一些。性能优异的模具钢材可以提供丰富的利益,为冲压生产降低成本;可以大大降低冲压机的停机率,提高冲压机的利用率;可以大大节约人力成本,提高劳动生产率;可以大大降低模具维修费用,提高维修效率;可以进一步降低零件废品率,降低零件成本。
影响落料模/切边模寿命的因素:
⒈大批量的模具建议切边刀涂层处理;
⒉模具材料硬度必须>HRC58,但不超过62HRC,否则容易崩刃和开裂;
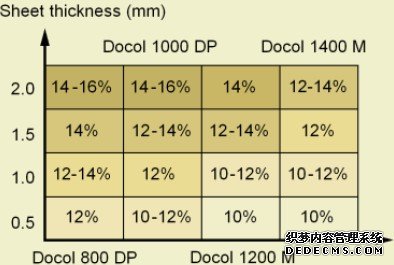
⒊切边间隙合理范围:10%~12% * t (料片厚度);
⒋冲头建议采用重载冲头或特殊形式的冲头。
剪切间隙推荐表:
高强度钢板落料模/切边模材料推荐:
| 钢板强度 | 钢材牌号 | 板料厚度 | 硬度 | |
| ≤1.5 | >1.5 | |||
| 330-600 | Assab 88 Granshots | X | >56HRC | |
| Caldie Granshots | X | |||
| XW-42 | X | X | ||
| Assab 88 | X | X | ||
| 600-800 | XW-42 | X | >58HRC | |
| Assab 88 | X | X | ||
| Caldie | X | X | ||
| Vanadis 4 Extra | X | X | ||
| 800-1400 | Assab 88 | X | X | 60-62HRC |
| Caldie | X | X | ||
| Vanadis 4 Extra | X | X | ||
高强度钢板的冲切特点:
⒈高的材料剪切强度,剪切力增加;
⒉合理的冲裁间隙。
零件的回弹可以通过如下方法得到改善:
⑴回弹补偿;
⑵增加压边力;
⑶使用拉延筋;
⑷使用筋、槽等增加零件刚度;
⑸优化板料尺寸;
⑹使用校正工序。
落料模和切边模的受力情况:
⒈工作部位主要集中于刃口部位;
⒉由于板料的高抗拉强度,模具刃口部位在剪切过程中承受巨大的工作压力;
⒊由于剪切的瞬时性,模具工作部件还将承受巨大的交变应力;
⒋在剪切过程中,需要使板料在刃口部位形成应力集中,以便顺利形成剪切,所以刃口的形状必须尖锐。
落料模和切边模的刃口部位失效形式:
⒈磨损;
⒉开裂(工作部件);
⒊塑性变形;
⒋崩刃;
⒌粘着。
高强度钢板剪切:
剪切的特性决定了模具材料必须具备多种综合性能:
⒈高抗磨损性能;
⒉高抗粘着性能;
⒊高抗塑性变形性能;
⒋高抗崩刃性能;
⒌高抗开裂性能。
附:相关模具钢材的牌号及化学成分
| 钢材牌号 | 冶炼方法 | AISI/W.-Nr | 化学成分% | ||||||
| C | Si | Mn | Cr | Mo | V | W | |||
| Sleipner Granshots | Granshots | - | 0.90 | 0.90 | 0.50 | 7.80 | 2.50 | - | 0.50 |
| Caldie Granshots | Granshots | - | 0.70 | 0.20 | 0.50 | 5.00 | 2.30 | 0.50 | - |
| Sverker 21 | 传统冶炼 | D2/1.2379 | 1.55 | 0.30 | 0.40 | 11.80 | 0.80 | 0.80 | - |
| Sleipner | 传统冶炼 | - | 0.90 | 0.90 | 0.50 | 7.80 | 2.50 | - | 0.50 |
| Carmo | 传统冶炼 | - | 0.60 | 0.35 | 0.80 | 5.30 | - | 0.20 | - |
| Caldie | 电渣重熔 | - | 0.70 | 0.20 | 0.50 | 5.00 | 2.30 | 0.50 | - |
| Vanadis 4 Extra | 粉末冶金 | - | 1.40 | 0.40 | 0.40 | 4.70 | 3.50 | 3.70 | - |
| Vancron 40 | 粉末冶金 | - | 3.00* | 0.50 | 0.40 | 4.50 | 3.20 | 8.50 | 3.70 |
*:C+N 含量